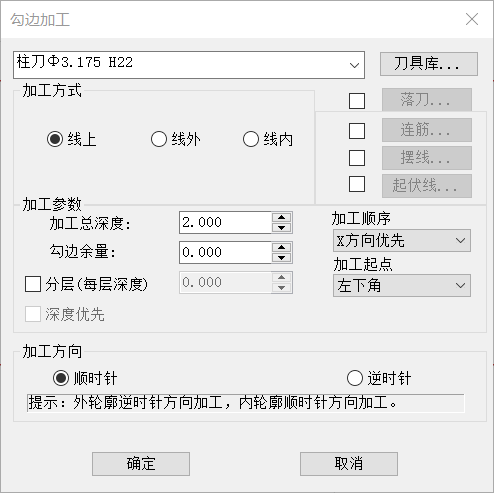
勾边加工
勾边加工即轮廓切割、线上雕刻。
菜单【加工路径 > 勾边加工】 加工路径工具栏 
实现方法:
1. 选中图形。
2. 选择菜单【加工路径 > 勾边加工】。
3. 设置加工参数。
4. 单击“确定”按钮,生成勾边加工路径。
参数含义:
1)刀具选择:在刀具下拉菜单或刀具库中选择。
2)加工方式(黑色为图形,蓝色为路径)
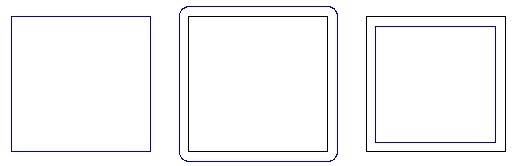
线上 线外 线内
线上:按图形原线输出。
线外:沿图形外轮廓进行切割,切割下的部分为所设计图形的大小。
线内:沿图形内轮廓进行切割,留下的部分为所设计图形的大小。
3)连筋设置:可设置连筋个数、间隔、长度与高度。
为避免加工部件损坏,要求加工物件不完全断开,待加工结束后手工将其分开。

连筋
4)落刀设置:有三种方式。

斜向下刀方式:按设置的角度斜向下刀,避免由于刀具的冲力过大,而导致的加工部件损坏或刀具的变形乃至折断,减小了在切割面上留下的刀痕,甚至在切割过程中不用手扶。斜向退刀功能,可以确保工件在切割变形后,仍然可以顺利切断。
渐进下刀方式:下一定深度,抬起刀具,再下一定深度,再次抬刀,直至下落至切割深度为止。可解决切割密度较大的材料时,出现断刀的问题。
切入切出方式:从路径起始点的一侧入刀至加工深度,按圆弧或直线方式切入到路径起始点,再按轮廓进行切割,可保证切割面上不留任何疤痕。

5)摆线加工:以圆形移动方式沿指定路径运动,逐渐切除毛坯中的材料,避免刀具的全刀宽切削(如下图)。

传统的勾边加工应用于材料切割时,是典型的全刀宽切削,刀具受力大,排屑不畅,热量的聚积会使刀具的使用寿命大幅度下降。
摆线加工勾边方式,可使热量的积聚减少到最低限度,极大地改善了切割条件,尤其对于坚硬石材、玻璃及脆性材料的加工。
摆线加工有两种旋转方式:半圆和全圆。
全圆方式,整个加工路径采用圆弧方式,适合高速加工;而半圆适合于较硬材料的低速切割。
提示:圆的高度应该小于刀具直径,大概为刀具直径的2/3为宜,宽度值建议小于或等于刀具半径。

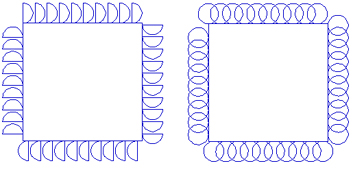
摆线参数设置 半圆摆线 全圆摆线
6)起伏线加工:与一般的加工区别在于,起伏加工的刀具除了在沿板材X,Y平面上运动时,刀具同时在Z轴,进行上下切割,从而充分利用和保护了刀具,防止刀刃的一点因长时间切割而磨损,同时也充分提高了切割效率。
折线方式:折线方式切割板材

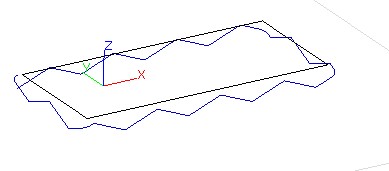
折线方式加工参数设置 折线方式加工3D视图
曲线方式:平滑曲线方式切割板材

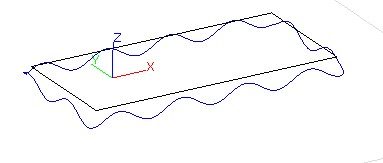
曲线方式加工参数设置 曲线方式加工3D视图
7)加工总深度:刀具深入加工材料的最大深度值。
8)勾边余量:在加工路径的一侧留出部分区域,通过余量的控制实现精确切割(红色路径是余量为2的路径)。
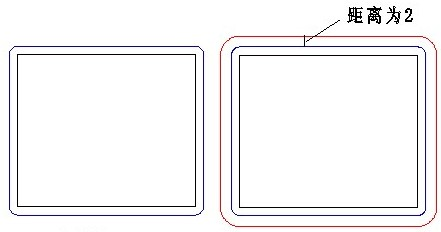
余量为0 余量为2
9)加工顺序:
X向优先 Y向优先
X向优先:水平方向的对象优先加工。
Y向优先:竖直方向的对象优先加工。
最短距离优先:距离下一路径单元最短的对象优先加工。
10)分层加工:当刀具刃高达不到加工深度,或加工对象为质地较硬的材料,一次加工不能完成,需要分层完成。
广度优先 深度优先
默认的分层加工为广度优先,即同一水平深度的优先加工,然后进行下一层深度加工。
深度优先:即对一个部件先加工完,再加工下一部件。
11)加工起点:分为:图形起点、图形包围盒的左下角、左上角、右下角、右上角、左中、右中、上中、下中。
12)加工方向:选择正确的加工方向可使切割面光滑。密度大的适合用顺时针加工,如:亚克力板(有机玻璃板)、铜制品等;密度小的适合用逆时针来加工,如PVC板、双色板等。

顺时针 逆时针